
Pellet Feed Plant





Technical Specification
Significance
Physical Benefits
- Improved ease of handling and transportation
- Increased bulk density
- Reduced ingredient segregation
- Decreased feed wastage during handling and feeding
- Less feed and energy expended on prehension (feed intake)
Nutritional & Hygienic Benefits
- Reduced selective feeding by animals
- Destruction of pathogenic organisms due to thermal treatment
- Thermal modification of starch and proteins, improving digestibility
- Enhanced palatability, leading to better feed intake
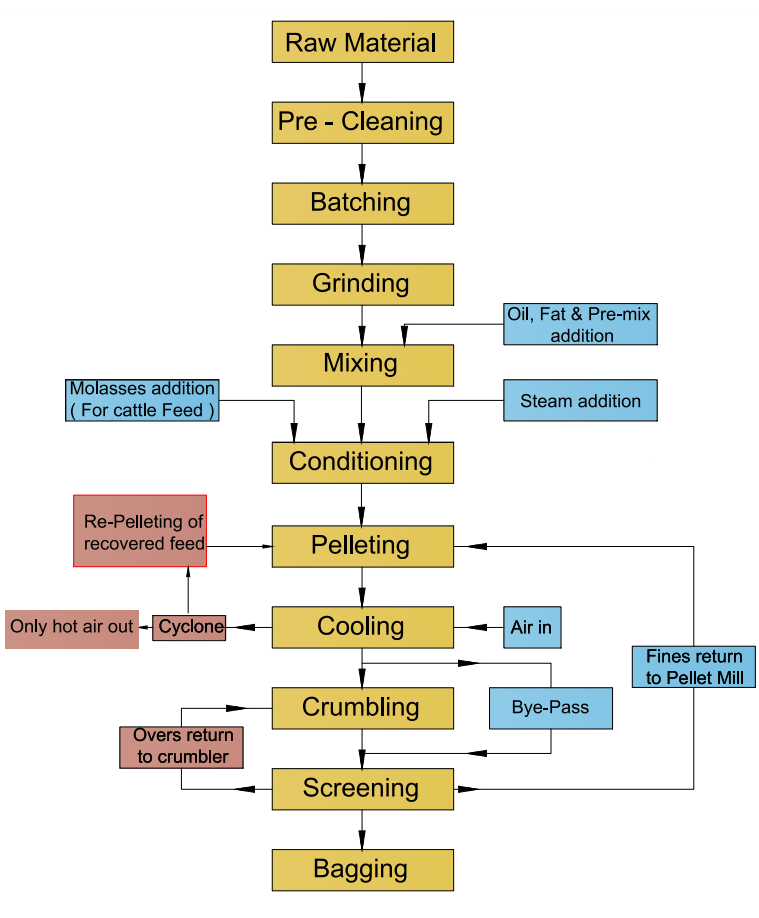
Desired features in pelleting plant for optimum pelleting
Pre-cleaning is the first step in the pelleting process, where raw ingredients are conveyed from bulk silos or godowns to batching bins. It is essential to remove oversized foreign materials, iron particles, and other contaminants that may otherwise affect the proper functioning of slide gates, gravity feeders, screw feeders, or downstream equipment.
Pre-cleaning systems generally include rotary sieves, jute removers, and magnetic separators. In automatic plants, the system is designed to provide continuous and efficient cleaning at the maximum ingredient flow rate.
In modern feed plants, automatic weighing of different ingredients as per the formulation to produce one batch is known as batching or proportioning. Multiple silos or bins of suitable capacity are provided, equipped with gravity or screw feeders for controlled discharge into a weigh bin located underneath.
Generally, two sets of bins are installed—one for major ingredients and another for minor ingredients. The discharge from both weigh bins flows into a common surge hopper for further processing. Bin vibrators or shaking devices are installed on selected bins to ensure smooth material flow and prevent jamming.
Efficient mixing of micro-ingredients with the complete batch is critical for producing high-quality feed. A well-designed mixing system should achieve a minimum coefficient of variation in the shortest possible time. The mixer discharge mechanism should ensure leak-proof gates and minimum residue in the mixing chamber to avoid carryover into the next batch.
Conditioning involves the addition of heat and moisture to the mixed feed to achieve starch gelatinization and make the material more pliable for pelleting. An ideal conditioning system should uniformly increase temperature and moisture content through direct or indirect heating and provide the required retention time for effective conditioning.
After conditioning, the feed material is fed into the pellet mill, where it is compressed through the die with the help of rollers and converted into pellets. The quality and output of the pellet mill depend on several factors, including grinding quality, conditioning efficiency, feed formulation (oil, protein, fiber content), and die configuration.
Hot pellets discharged from the pellet mill must be cooled immediately to remove excess heat and moisture. Counter-flow coolers are commonly used for this purpose. An efficient cooling system should uniformly cool pellets from all sides and effectively reduce moisture content to enhance product stability and shelf life.
Crumbling is the process of breaking cooled pellets into smaller particles suitable for young chicks. If crumbling is not required, the product can be bypassed and discharged directly. A well-designed crumbler should produce uniform crumb size across the entire roll width, minimize the generation of fines, and provide equal gap adjustment on both sides.
The product leaving the crumbler—either pellets or crumbs—is screened to separate fines and oversize particles. Single-deck screens are used to remove fines, while double-deck screens remove both fines and overs. Oversized material is returned to the crumbler, and fines are recycled back to the pelleting line for re-pelleting.
After screening, the finished product is packed into bags. In small to medium-scale plants, bagging may be carried out manually, while high-capacity plants typically use electronic bagging machines. These machines ensure faster operation, higher accuracy, and improved efficiency in bagging.
| Model | Power (HP) | Capacity (kg/hr) |
|---|---|---|
| GFP-3-4 | 243 | 3-4 Ton |
| GFP-5-6 | 255 | 5-6 Ton |
| GFP-8-10 | 262 | 8-10 Ton |